How Do Medical Cables Differ From Other Industries’ Cables?
The medical field is unique in that the individuals who are most close to the equipment, cables and tools used are often in very vulnerable states and therefore all equipment used must be 100% safe and have little to no risk of additional injury in the event of a cable failure. Unlike industries like construction or power where everyone is wearing protective equipment at all times to prevent injury, any equipment used for medical procedures, diagnostics, pain prevention and comfort must be completely free from risk of electrocution or other injury.
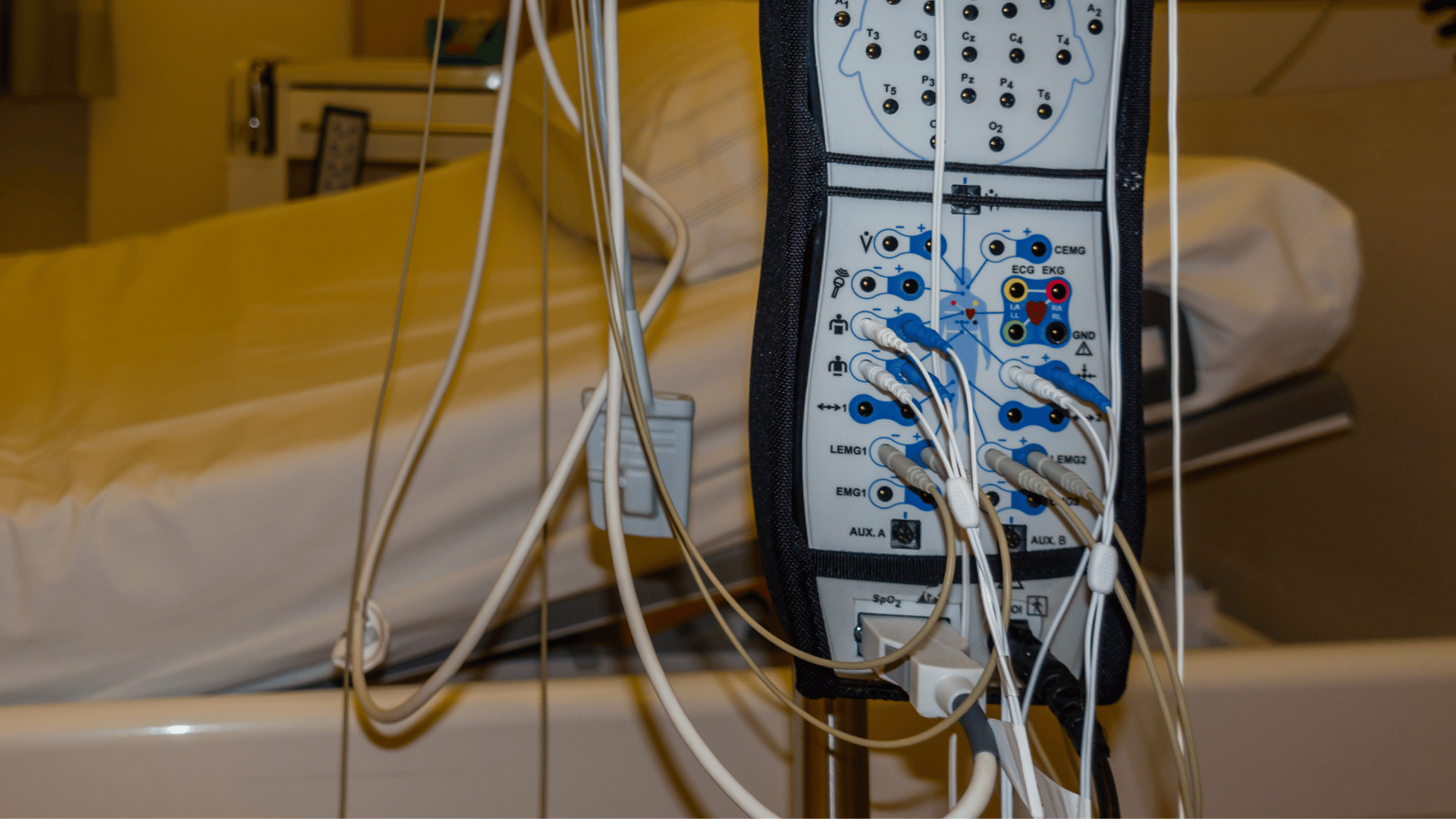
This is compounded by the need for reliability, as cables transferring electronic information from ECG cables about a patient’s brain activity cannot afford to fail and transmit incorrect data, nor can a surgeon’s equipment be expected to fail occasionally during an operation without dire consequences occurring. Meanwhile, medical facilities need so much more than ECG cables as well, as medical equipment can often draw quite a bit of power, and therefore durable power cables are a necessity in most facilities. These cables require additional shielding for the purpose of protecting patients and medical staff from injury.
Another common need that is only becoming more difficult with time as file sizes increase, is transfer of extremely high-resolution MRI and diagnostic images from computer to computer, or worse from a local computer to a cloud server. This requires high speed Ethernet cables that can transfer and upload hundreds or thousands of megabytes per second, so that extremely important data and medical imaging can be viewed right away by experts and save time and hassle during important decision making processes.
In short, the medical industry has unique components in terms of the needs for safety and has important legal and ethical requirements to consider for any facility or equipment manufacturer. These stringent safety requirements, combined with increasingly more demanding power and file size requirements, mean that it’s best for medical industry leading companies to choose a qualified cable manufacturer for their bulk cable needs.



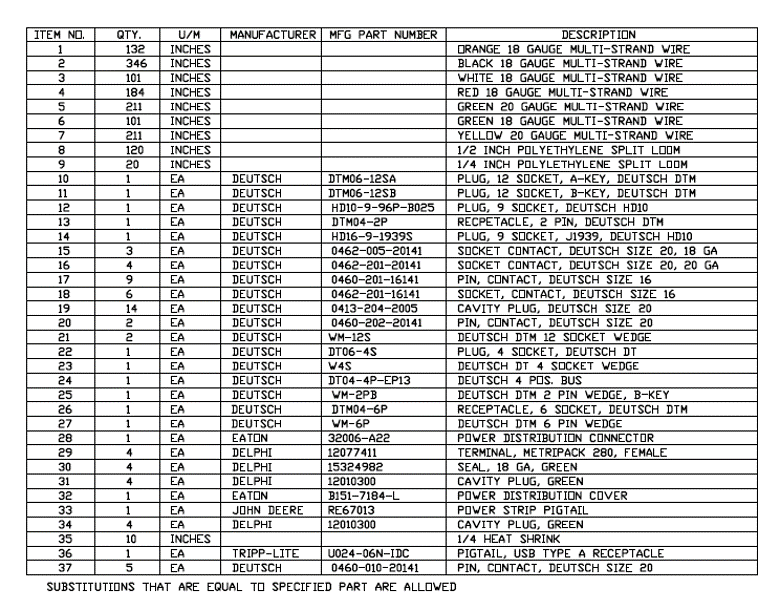
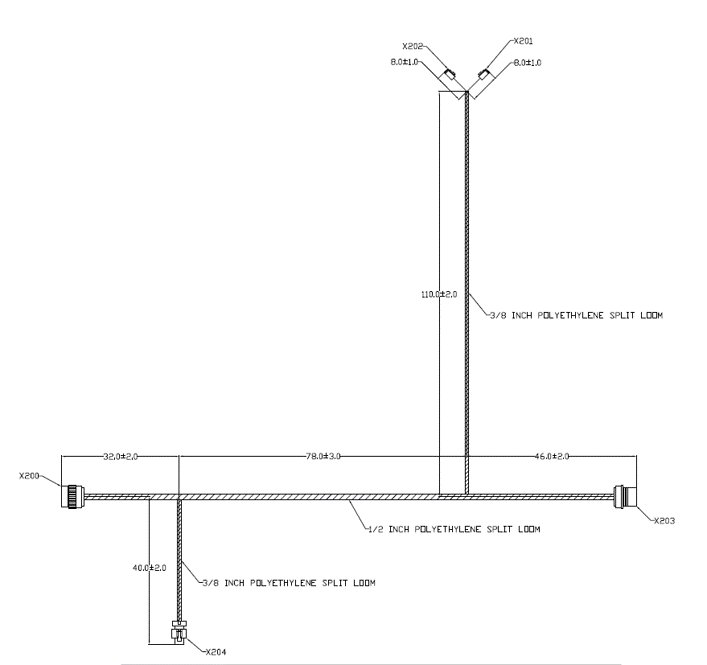
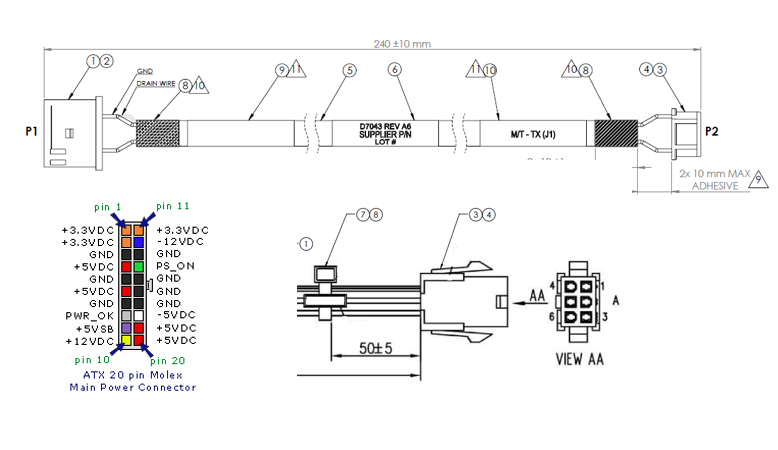
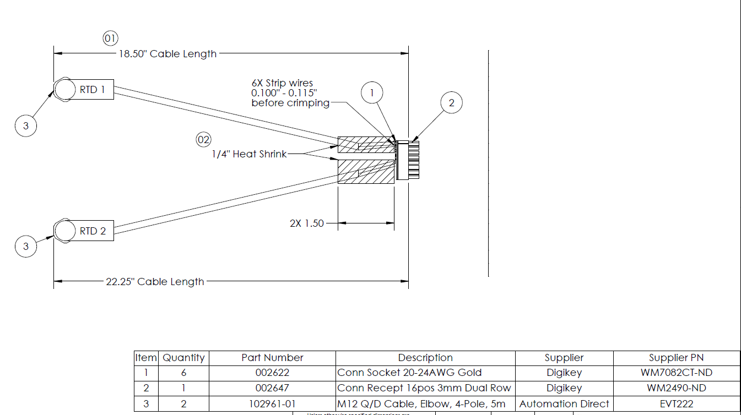 This makes it much easier to identify which parts should be used together and where they should be used.
This makes it much easier to identify which parts should be used together and where they should be used.